
Von Vaikunt Raghavan, Ph.D.
Grundlagen der Benetzung und Haftung
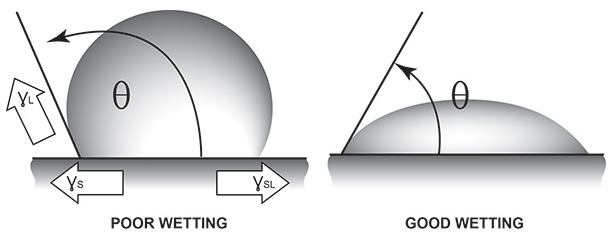
Wenn eine Flüssigkeit mit einem Feststoff in Berührung kommt, entstehen neue Schnittstellen oder Grenzen zwischen diesen unterschiedlichen Materialien. Obwohl es viele Faktoren gibt, die die Haftung der Acrylfarbe auf dem festen Kunststoff fördern oder verhindern, ist das wichtigste Element die Fähigkeit der Flüssigkeit, den Feststoff, auf den sie aufgetragen wird, zu “benetzen”. Wenn wir einen Wassertropfen auf Kunststoff abperlen sehen, zeigt dies die Dynamik der Oberflächenspannung. Etwas verwirrend ist, dass nicht nur die Flüssigkeit eine eigene Oberflächenspannung (Flüssigkeit/Gasphase Grenzflächenspannung) hat, sondern auch der Feststoff, auf dem die Flüssigkeit platziert wird, hat eine eigene Oberflächenspannung (Feststoff/Gasphase Grenzflächenspannung oder “Oberflächenenergie” in Festkörpern). Tatsächlich ist es die Oberflächenspannung des Festkörpers (ɣs), die versucht, die Flüssigkeit über die Oberfläche zu verteilen. Zwei Kräfte wirken gegen diese Ausbreitung. Eine davon ist die Oberflächenspannung der Flüssigkeit (ɣL). Je höher die Oberflächenspannung der Flüssigkeit, desto größer ist die Anziehungskraft der Flüssigkeit auf sich selbst. Dadurch wird versucht, die Oberfläche der Flüssigkeit zu verkleinern. Die andere entgegengesetzte Kraft nennt man die Grenzflächenspannung (fest/flüssig – ɣsL), die versucht, die Kontaktfläche zwischen Festkörper und Flüssigkeit zu minimieren.1
Wenn der Kontaktwinkel (θ) klein ist (weniger als 90°), neigt die Flüssigkeit dazu, sich über die Oberfläche des Festkörpers zu verteilen, was auf eine gute Benetzung hinweist. Dies geschieht, wenn die Oberflächenspannung der Flüssigkeit im Vergleich zum Feststoff niedrig ist.
Wenn der Kontaktwinkel (θ) Null ist, neigt die Flüssigkeit dazu, sich spontan über die Oberfläche des Festkörpers zu verteilen, was eine perfekte Benetzung anzeigt.
Wenn der Kontaktwinkel (θ) groß ist (größer als 90°), neigt die Flüssigkeit dazu, auf dem Feststoff zu aufzuperlen und zeigt eine schlechte Benetzung auf. Dies geschieht, wenn die Oberflächenspannung der Flüssigkeit im Vergleich zum Feststoff hoch ist. Einfach ausgedrückt, für eine ausreichende Benetzung einer Flüssigkeit auf einem beliebigen Feststoff, muss die Oberflächenspannung des Feststoffs höher sein als die der Flüssigkeit.
Eine Beschichtung muss die Oberfläche nicht nur ausreichend und gleichmäßig benetzen, sondern auch gut auf dieser Oberfläche haften. Daher sollte es neben dem Benetzen und Spreizen auch eine gute “Adhäsionsbenetzung (WA)” aufweisen, die mathematisch definiert ist als
WA = ɣs + ɣL – ɣsL
(WA= Oberflächenspannung des Festkörpers ɣs + Oberflächenspannung der Flüssigkeit ɣL – Grenzflächenspannung ɣsL).
Diese Gleichung sagt uns, dass man, um die Adhäsionsbenetzung (WA) zu maximieren, die Grenzflächenspannung ɣsL so gering wie möglich halten muss.
Wenn ich Sie an dieser Stelle verloren habe, machen Sie sich keine Sorgen, aber Tatsache ist, dass sich Künstler ständig damit beschäftigen müssen eine Oberfläche mit einer anderen zu benetzen, um einen guten Kontakt und damit eine gute Haftung ihrer Materialien zu erreichen. Dies wird besonders deutlich, wenn Künstler Materialien verwenden, die in ihrer Art sehr unterschiedlich sind. Die meisten von uns haben schon einmal beobachtet, wie sich Farbe an der Oberfläche bündeln und aufperlt, oder kleine Flüsse bildet, obwohl wir gedachten hatten, dass die Farbe einen kontinuierlicher Film bilden würde. Oder wie viele von euch haben unseren Wetting Agent (ehemals Acryl-Flow-Release) oder einen anderen Verlaufszusatz verwendet, damit die Farben besser in eine Oberfläche eindringen? Was du erlebt hast, ist einfach die Spannung zwischen den oben genannten Kräften. Irgendwie wünscht man sich, dass man im Naturkundeunterricht besser aufgepasst hätte, nicht wahr?
Haftung auf Kunststoffen
Die Oberflächenspannung hat tatsächlich eine eigene Maßeinheit, die als dynes oder dynes pro Zentimeter (dynes/cm), oder in der SI-Einheit Newtons pro Meter (N/m) ausgedrückt wird. Saubere, gut vorbereitete Metalloberflächen haben hohe Oberflächenenergien in der Größenordnung von 400 bis 1800 dynes/cm (Aluminium ~500, Kupfer ~ 1300, Nickel ~ 1800). Sie werden leicht von Acrylpolymeren benetzt, die eine relativ geringe Oberflächenspannung in der Größenordnung von 40 bis 50 dynes/cm aufweisen. Die Benetzung von Kunststoffoberflächen ist dagegen wesentlich komplexer als die Benetzung von Metalloberflächen. Da Kunststoffe unporös, unpolar oder niedrigpolar und hydrophob sind, haben sie eine niedrige Oberflächenenergie, wodurch sie schwer zu beschichten sind, nicht nur für Künstler, sondern auch für die Automobil-, Elektronik- und Medizinindustrie.
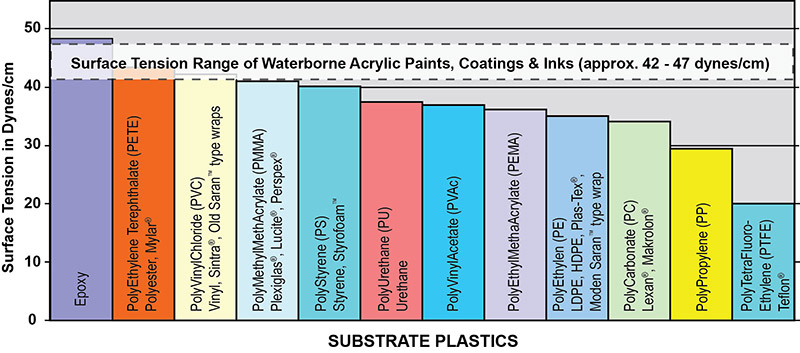
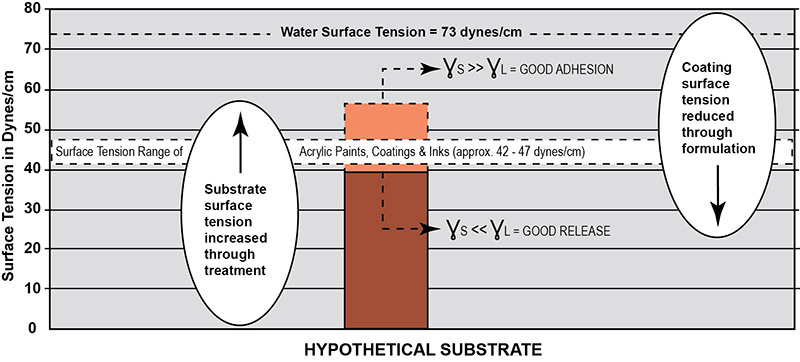
Kunststoffoberflächen und -farben sind beide polymere Materialien und weisen daher ähnliche Oberflächenspannungen auf. Zwischen den Kunststoffsubstraten (20 bis 50 dynes/cm) und den wässrigen Acryldispersionspolymeren (39 bis 47 dynes/cm) besteht eine erhebliche Ähnlichkeit und auch Überlappung der Oberflächenspannungen, wie in Figur 2 dargestellt. Die Haftung zwischen Farbe und Untergrund hängt von vielen Faktoren ab, wie z.B. der unterschiedlichen Oberflächenspannung, der unterschiedlichen Ausdehnung auf heiß und kalt, dem Differenzmodul (ein Maß für die Steifigkeit), dem Schwund beim Trocknen/Härten, den Auswirkungen von Lösungsmitteln in der Formulierung, der chemischen Struktur usw. Der wichtigste Faktor für eine ausreichende Haftung ist jedoch die unterschiedliche Oberflächenspannung. Das Fehlen eines großen Unterschieds zwischen der kritischen Oberflächenspannung der Farbe und des Kunststoffsubstrates, führt oft zu einer schlechten Oberflächenhaftung oder gar zum totalen Ausfall. In der Regel wird eine akzeptable Haftfestigkeit erreicht, wenn die Oberflächenenergie eines Substrats (gemessen in dynes/cm) etwa 10 dynes/cm größer ist als die Oberflächenspannung der Flüssigkeit. Dann sollte die Flüssigkeit die Oberfläche benetzen und haften. Dazu muss sich entweder die Oberflächenspannung des Untergrundes oder die Farbe aus der Blockade lösen in Abbildung 2 lösen. Eine Veranschaulichung der Oberflächenenergie eines hypothetischen Kunststoffsubstrats für eine gute Haftung von wasserbasierten Acrylfarben ist in Figur 3 dargestellt. Wie hier gezeigt, ist die Benetzbarkeit umso besser, je höher die Oberflächenenergie des festen Substrats im Verhältnis zur Oberflächenspannung einer Flüssigkeit ist und desto kleiner der Kontaktwinkel.
Die Haftfestigkeit wird im Allgemeinen durch die Eigenschaften eines Basismaterials und dessen Grenzfläche bestimmt. Die Optimierung der Haftfestigkeit kann durch eine physikalische und chemische Modifikation dieser Schnittstellen erreicht werden. Bei der Formulierung von wasserbasierten Acrylfarben ist der Einsatz von oberflächenaktiven Modifikatoren (Tensiden) unerlässlich, um die Oberflächenspannung der flüssigen Farbe zu senken. Diese Materialien können die Oberflächenspannung der Acryldispersion um 26 bis 31 dynes verringern, was die Benetzung vieler schwer zu beschichtender Oberflächen ermöglicht.
.
Verbesserung der Kompatibilität von Beschichtungen
Reinigungsmittel, Entfettungsmittel
Oberflächenverunreinigungen sind die häufigste Ursache für vorzeitige Beschichtungsfehler. Es gibt viele Reinigungs- und Entfettungsmittel, die speziell entwickelt wurden, um Staub, Schmutz, lose Partikel, Spurenöle, Wachse, Fette, Silikone, Filme, Oxide, Additive, Weichmacher, Formentrennmittel und sogar Fingerabdrücke zu entfernen! Sie reichen von VOC-armen Produkten bis hin zu 100%igen Lösungsmitteln. Einige Kunststoffe wie flexibles Vinyl haben sehr langsam entweichende Weichmacher, die die Beschichtung mit Acrylfarben zu einem Problem machen, da sie diese Weichmacher an die Oberfläche abgeben können. Was bleibt ist ein klebriges Chaos an der Oberfläche.
Grundierungen, Haftprimer & Additive
Primer bestehen typischerweise aus einer reaktiven Chemikalie oder einem Bindemittel, das in einem Lösungsmittel gemischt ist. Es wird entweder mit dem Pinsel aufgetragen, oder auf die Substratoberfläche gesprüht. Das Lösungsmittel verdampft und lässt das aktive Material zurück. Je nach Art der Grundierung kann die Oberfläche sofort haftbereit sein oder sie benötigt noch Zeit zum Trocknen. Primer werden häufig auf PET (Mylar®), Polyurethanen und Silikonen verwendet. Haftprimer fungieren in der Regel als chemische Brücke zwischen Kunststoff und Farbe. Sie können einfach ein Haftvermittler in niedriger Konzentration sein, der in Lösungsmittel/Wasser dispergiert ist. Es wird in der Regel als sehr dünne Schicht aufgetragen. Durch das Auftragen eines Haftprimes direkt auf die Kunststoffoberfläche, kann auf das Aufrauen der Oberfläche verzichtet werden, was oft zu sichtbaren Kratzspuren führt.
Silane sind eine beliebte Klasse von Haftvermittlern, die eingesetzt werden, wenn der Kunststoff über entsprechende Funktionsgruppen verfügt. Spezielle Additivklassen, die als chlorierte Polyolefine (CPOs) bezeichnet werden, werden auch als Haftvermittler für Farben, Lacke und Druckfarben auf Kunststoffen wie z.B. unbehandeltem Polyethylen, Polypropylen oder thermoplastischen Polyolefinen (TPOs) eingesetzt.
Diese CPOs werden auf mindestens drei Arten eingesetzt:
- Als Grundierung zwischen dem Untergrund und nachfolgenden Beschichtungen
- Als Primer zwischen den Farbschichten
- Als Zusatz zur Farbe
Verbesserung der Substratkompatibilität
Die Oberflächenvorbereitungen und/oder -modifikationen von Kunststoffen können die Haftung von Farben erheblich verbessern. Die Haftfestigkeit und die funktionelle Leistungsfähigkeit können drastisch verbessert werden, indem die wasserliebenden (hydrophilen) und oberflächenenergetischen Eigenschaften erhöht werden, um die Haftung zu fördern und damit den Wert des Produkts und des Prozesses zu erhöhen.
Oberflächen aufrauen
Dies ist eine einfache und unkomplizierte Methode für Künstler und für viele Kunststoffe sehr effektiv. Das Aufrauen der Oberfläche verbessert nicht die Oberflächenspannung des Kunststoffes. Die verbesserte Haftung kommt lediglich durch die größere Anzahl der mechanischen Verriegelungspunkte zustande. Durch das Schleifen der Oberfläche werden Beschichtungen, Schuppen und Oxide entfernt, wodurch die verfügbare Haftfläche vergrößert wird. Es ist wichtig, vor dem Schleifen die Oberfläche zuerst zu entfetten, da es schwieriger sein kann, Wachs oder Öl aus den Zwischenräumen einer geätzten Oberfläche zu entfernen. Nach dem Schleifen mit feinkörnigem Schleifpapier oder Schmirgelleinen müssen alle losen Partikel mit einer Bürste oder Druckluft entfernt und anschließend wieder entfettet werden, um alle Restöle und Trennmittel zu entfernen.
Die geschliffene oder geätzte Oberfläche bietet der Acrylbeschichtung die Möglichkeit, viele kleine Flächen zur Verankerung zu finden. Dies kann durch die Viskosität und die Fließeigenschaften der Farbe erheblich beeinflusst werden. Eine zu dicke Farbe dringt nicht in die winzigen Vertiefungen der geätzten Oberfläche ein und Farben mit schlechten Fließeigenschaften können sich nicht so leicht in und um das holprige Profil der geschliffenen Oberfläche bewegen. In der Regel bieten dünnflüssigere Produkte eine bessere Penetration und damit eine bessere Haftung auf Kunststoffen.
Chemische Bindung
Zwischen dem typischen Kunststoff und der flüssigen Acrylfarbe besteht nur eine begrenzte chemische Bindung. Ein Kunstharz gilt als polar, wenn seine Ladung als positiv oder negativ gemessen werden kann. Wenn ein Polymer keine Ladung hat, sagen wir, dass es unpolar ist. Viele Kunststoffe sind unpolar, so dass die Möglichkeiten der Haftung sehr begrenzt sind. Sofern Polyethylen oder Polypropylen nicht speziell behandelt werden (z.B. Flammenbehandlung), ist ihre Oberflächenenergie so gering, dass die Haftung stark eingeschränkt wird. Plastikfolie aus Polyethylen ist eine ideale Oberfläche für die Herstellung von Acrylfarbhäuten, die aufgrund der schlechten Haftung nach dem Trocknen leicht abgezogen werden können.
Acryl-Kunststoffe (PMMA), ABS-Kunststoffe und Polycarbonate sind Beispiele für polare Kunststoffe und weisen daher typischerweise eine höhere Oberflächenenergie und verbesserte Haftung für Acrylfarben auf.
Weitere Behandlungen zur Verbesserung der Haftung von Beschichtung auf Kunststoffen
Es gibt eine Reihe von Behandlungen, die zur Verbesserung der Haftung von Farben auf einer Reihe von Kunststoffen eingesetzt werden. Diese erfordern industrielle Verfahren zur Verarbeitung dieser Substrate. Die Behandlungen umfassen Flammenbehandlung2, Wärmebehandlung3, Koronaentladung4, Plasmabehandlung5, Chromsäure-Ätzung6 und Klebstoffabreibung7. Es gibt mehrere andere Behandlungen die in der Literatur erwähnt werden, wie mit Jod und Natrium und Techniken, wie Oberflächenveredelung, transkristallines Wachstum, Gammastrahlung und UV-Belichtung, die erfolgreich eingesetzt wurden, um die Oberflächenenergie von Kunststoffen zu erhöhen. Diese werden meist auf schwer zu benetzenden Substraten wie Polyamiden, Fluorpolymeren und Polyolefinen im industriellen Umfeld eingesetzt.
Empfehlungen für KünstlerInnen
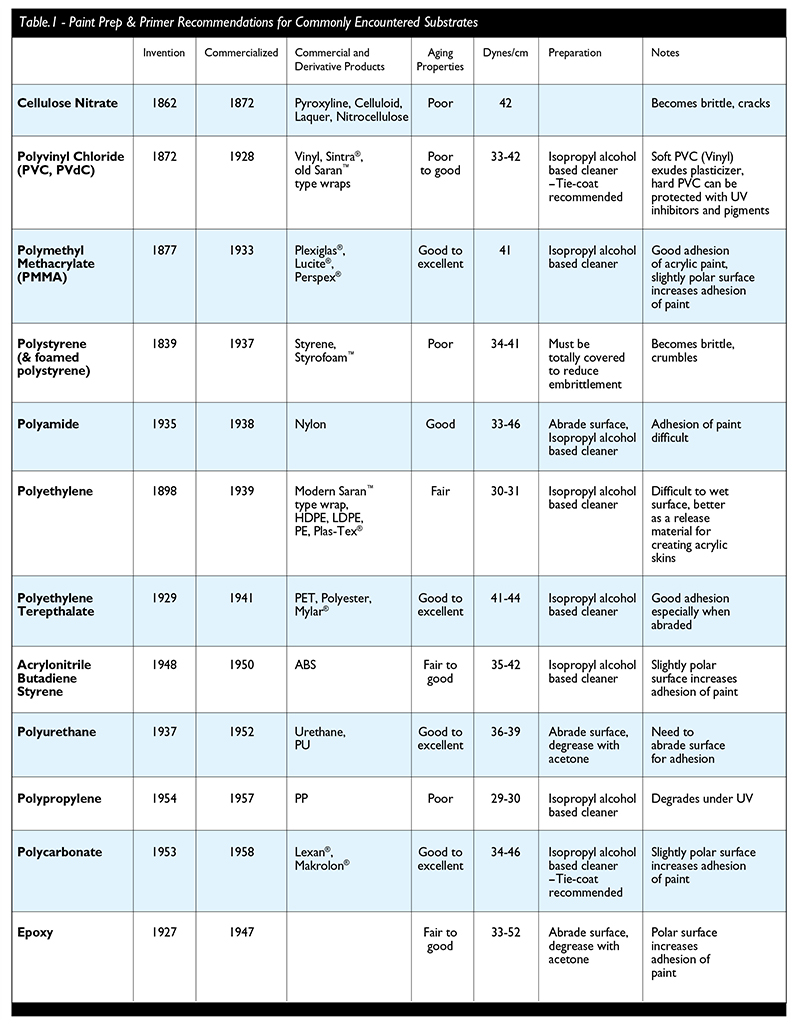
Einige vorläufige Empfehlungen sind in Tabelle 1 aufgeführt, um eine verbesserte Haftung zwischen der Acrylfarbe und dem Kunststoffsubstrat zu erreichen (keineswegs vollständig). Die steifen, leichten und glatten Oberflächen moderner Kunststoffe bieten Künstlern ein sehr verlockendes Substrat für ihre Arbeit. Zu Recht, können und werden Künstler all diese Materialien in ihren verschiedenen Formen für Konstruktionen und Malereioberflächen verwenden. Es ist möglich, zwischen den verschiedenen Kunststoffen zu wählen, um diejenigen zu verwenden, die am ehesten zu dauerhaften Ergebnissen führen. Dazu gehören sicherlich Acryl, Polycarbonat, Polyester (PET), Urethan-Kunststoffe und einige der Hart-PVC-Kunststoffe. Weitere Kunststoffe, die häufig von Künstler verwendet werden, sind eine Reihe von Vinyls und Oberflächen aus Polypropylen-Kunststoff. Die Technologien werden ständig weiterentwickelt, um neue Kunststoffkombinationen und Oberflächenbehandlungen für eine verbesserte Kompatibilität mit Beschichtungen zu entwickeln. Diese neuen Materialien werden es den Künstlern ermöglichen, eine wachsende Bandbreite an Arbeitsmöglichkeiten zu erkunden. Doch es ist klar, dass nicht alle Kunststoffe gleich geschaffen sind und obwohl sie alle verlockend sein können, sollten Sie sicherstellen, dass Sie das Material aus den richtigen Gründen wählen.
Kunststoffe durchblicken
So verlockend diese flachen, leichten, halbsteifen, lichtdurchlässigen oder transparenten Materialien als Malgrund erscheinen mögen, ihre Verwendung durch den Künstler sollte ein Warnzeichen “Verwendung auf eigene Gefahr” haben. Dieser Artikel ist kein Versuch, all diese möglichen Träger zu definieren, sondern wir wollten eine nützliche Kurzdarstellung des Haftungskonzeptes von Acrylfarben und -medien auf diesen Trägern geben. Die Diskussion über die verschiedenen Eigenschaften jeder dieser Kunststoffträger wird auf einen weiteren Artikel warten müssen.
Fußnoten
- Das Gleichgewicht dieser Kräfte in Figur 1 kann mathematisch ausgedrückt werden als: ɣs = ɣsL + ɣL (cos θ). Der Kontaktwinkel (θ) ist der Winkel, unter dem die Flüssigkeit den Festkörper berührt (Abbildung 1). Dieser Kontaktwinkel ist ein Maß für die “Spreizbenetzung” einer Oberfläche.
- Flammenbehandlung: Dies ist ein Prozess der Oxidation der Oberfläche des Substrats, bei dem es kurzzeitig einer Flamme ausgesetzt wird, um funktionelle Gruppen einzuführen. Dies erhöht die Oberflächenenergie und verbessert die Haftung. Die adiabatische Flammentemperatur liegt bei ca. 1800° C. Flammenbehandelte Oberflächen behalten oft eine stabilere Alterung als koronabehandelte Oberflächen. Die Flammenbehandlung wird bei der Behandlung von PE, PP und PET eingesetzt.
- Wärmebehandlung: Die Wärmebehandlung ist der Flammenbehandlung sehr ähnlich, außer dass sie das Substrat einem Heißluftstoß von ca. 500° C anstelle der Flamme aussetzt, um die Oberfläche zu oxidieren. Es beinhaltet auch einen Mechanismus des freien Radikals, der von einigen Oberflächenvernetzungen und Kettenspaltungen begleitet wird, was die Benetzbarkeit und Haftung verbessert.
- Korona-Entladung: Verfahren zum Aufrauen der Oberfläche des Substrats durch Hochspannung über einen Spalt, um reaktive Stellen einzuführen und die mechanische Verriegelung durch eine Corona-Entladung bei Atmosphärendruck in Gegenwart von Luft zu erleichtern. Die Wirksamkeit ist nicht dauerhaft, daher ist es am besten, sofort nach der Behandlung zu streichen. Es eignet sich gut für Polyethylen, Polypropylen und Polyester.
- Plasmabehandlung: Dabei handelt es sich um einen elektrischen Prozess, bei dem ionisierte Luft verwendet wird, um die Oberflächenspannung von unporösen, unpolaren Kunststoffsubstraten zu erhöhen und dadurch die Benetzbarkeit und Haftung von Farben, Lacken, Beschichtungen, Klebstoffen und Druckfarben zu verbessern. In der Luft entladenes Plasma bombardiert Elektronen auf die Oberfläche mit hohen Energien, die die molekularen Bindungen an der Oberfläche aufbrechen. Die entstehenden freien Radikale reagieren schnell auf die Molekülketten an der Oberfläche und führen zu einer gewissen Vernetzung. Durch die Bildung polarer Gruppen an der Oberfläche erhöhen oxidative Effekte die Oberflächenenergie. Feuchtigkeit und Temperatur verschlechtern die Behandlung schnell und es ist unerlässlich, dass die Oberfläche innerhalb kurzer Zeit, in der Regel in Minuten, beschichtet wird. Es gibt einfach zu bedienende, tragbare, handgehaltene Plasmabehandler, die ein sanfteres und niedrigeres Plasma erzeugen, ideal für empfindliche Oberflächen, die auf dem Markt erhältlich sind.
- Chromsäure-Ätzen: Ein Prozess, der die Oberfläche des Substrats mit reaktiven funktionellen Stellen wie Carbonsäure/Hydroxyl/Carbonylgruppen und chemischem Ätzen durchführt, um die mechanische Verzahnung zu erleichtern und die Bindungseigenschaften zu verbessern. Es wird für Polypropylen und Polystyrol empfohlen.
- Klebeschleifen: Dabei wird die Oberfläche des Substrats, insbesondere von Teflon®, in Gegenwart eines Klebstoffs abgerieben, um freie Radikale zu erzeugen, die mit dem Klebstoff selbst reagieren.
- Wettability, Spreading, and Interfacial Phenomena in High Temperature Coatings, JOM-e, 52(1) (2000), a publication of The Minerals, Metals & Materials Society
Referenzen
SpecialChem4Adhesives-Adhesion Guide http://www.specialchem4adhesives.com
The Loctite Design Guide for Bonding Plastics, Vol. 6 http://www.henkelna.com
Plastic Surface Modification – Surface Treatment, Decoration, and Adhesion, Rory A. Wolf, Hanser Publishers, 2010.
Formulating with Eastman waterborne CPO adhesion promoters http://www.eastman.com
Adhesion Bonding-Industry Resources & Connections http://www.adhesionbonding.com
Enercon – Plasma surface treating systems http://www.enerconind.com
Matthews Paint Substrate Preparation Guide http://www.matthewspaint.com
Surface Prep Guide for Adhesives http://www.adhesive.com
Trends in Plastic Coatings, Coating Plastics by Lawrence C. Van Iseghem, Van Technologies, Inc.
Protective Coatings by Clive H. Hare, Technology Publishing Company, Pittsburgh, PA
Surfactants and Interfacial Phenomenon by M.J. Rosen, John Wiley & Sons
Accu Dyne Test™ – Tables of Polymer Surface Characteristics http://www.accudynetest.com

Subscribe
Subscribe to the newsletter today!
No related Post
1 Gedanke zu „Acrylfarbe auf Plastik“